真空爐熱處理產品顏色不正常是因為什么?
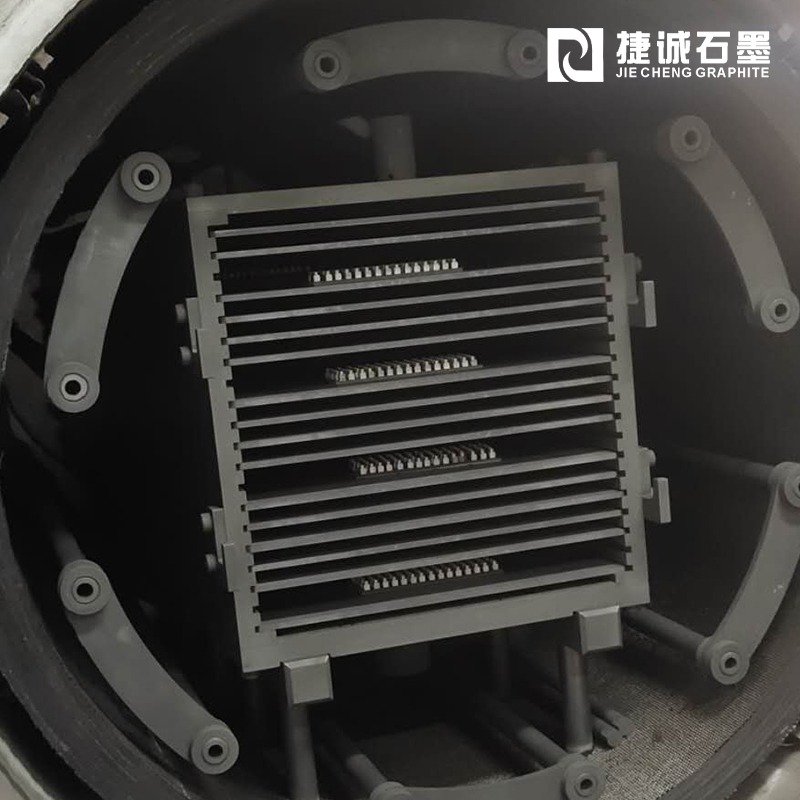
真空爐是現在熱處理職業的干流設備,其處理出來的產品不只質量可靠,并且環保無污染、不需進行三廢處理,同時能耗明顯低于鹽浴爐等傳統熱處理設備;因此被廣泛運用于航空航天、武器、電子、轎車、機械工業等領域。真空熱處理即真空技術與熱處理兩個專業相結合的綜合技術,是指熱處理工藝的全部和部分在真空狀態下進行的。我國將真空劃分為低、中、高和超高真空。真空爐和中頻電爐在熱加工領域有著很好的發展前景,用于:透熱、軋制、鑄造、彎管、熱處理(淬火)、焊接等工藝的感應加熱。但是常常有看到真空爐用戶在網上發帖問詢真空爐熱處理出來的產品色彩不對的問題,這個問題是熱處理出產中常見的一個問題。
真空爐熱處理產品色彩不正常的原因:
1、檢測真空爐設備本身是否有漏氣
這個可以通過真空爐的壓升率目標來斷定;這兒需求提示大家一點,就是在檢驗壓升率的時分一定要烘爐之后再冷卻到室溫的時分再檢驗,而不能翻開爐門后再抽真空進行檢驗。
2、檢查真空爐的進氣管道是否有漏氣
有時分咱們檢驗真空爐的壓升率閃現正常,但是真空爐的進氣管道或許閥門有漏氣的存在,進氣管道內的壓力是有梯度的,越接近爐體一端是負壓越多,這也是導致真空爐處理出來的產品色彩不對的原因之一。
3、檢測通入到真空爐設備內的惰性氣體的純度高不高
當惰性氣體純度不行時,其內混入的氧氣就會導致產品產生氧化、脫碳等行為,從而導致產品變色。檢測氣體的純度可以直接檢測或通過其他設備進行比照實驗而得出結論。
4、真空爐設備內的濕氣附著在真空爐的內壁或許換熱器上面
這種濕氣通過烘爐的辦法是很難排出來的,當真空爐設備不存在以上三個問題的時分,處理出來的產品色彩仍是不對就多半是這個原因引起的;這時咱們可以將真空爐設備升到高溫后,中止加熱,再向爐內通入高純度的惰性氣體,然后發起風機循環系統,使用真空爐內的高溫文熱風將附著在真空爐內壁和換熱器上面的濕氣烘烤出來,然后處理這個問題。
真空爐熱處理技巧:
1.真空爐處理鈦合金時,不宜用氮氣作為冷卻氣體,因為鈦和氮在高溫下反應,形成金黃色的氮化鈦。
2.真空爐活動聯接部分全部選用O型橡膠圈密封聯接,此部分均通水冷卻。
3.工件在真空狀態下淬火,應使用真空淬火油,此油具有較低的豐滿蒸氣壓。
4.真空爐的保養應在真空或充純氮狀態下,防止平常不用時吸氣,吸潮。
5.國內真空爐的壓升率應不大于1.33Pa/h,國外某些企業的標準為0.67Pa/h
6.真空加熱以輻射為主,工件在爐內應該堅持間距。
7.升溫過程中,工件及爐內資料會放氣,使真空度下降。
8.真空回火、真空退火、真空固溶處理及真空時效的加熱溫度一般與慣例處理時加熱溫度相同。
9.真空回火爐應該具有快冷設備。冷卻水的壓力應該大于0.2Mpa,流量應可調。
10.冷卻氣體:鋼一般選用百分之99.995純度的氮氣,高溫合金選用百分之99.999的氮氣或氬氣,鈦合金選用百分之99.995的氬氣。
11.升溫:放入工件后,一般先預抽至6.67Pa時方可升溫加熱。


最新文章推薦