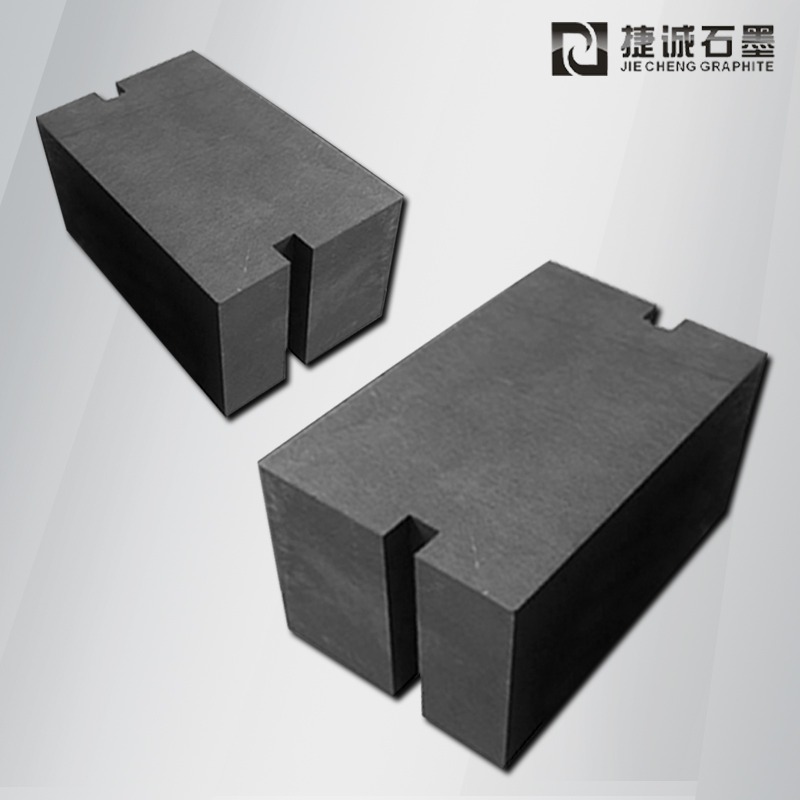
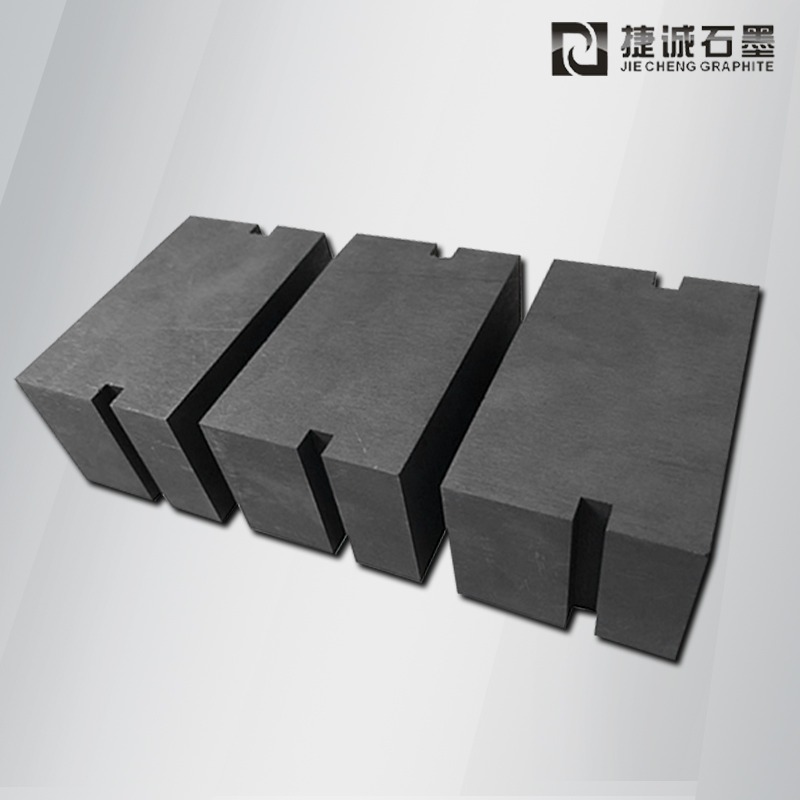
石墨匣體是熱加工的
壓制后的產品不能運用,需求進行熱加工,目的是使固體粉末質料(碳和金屬粉末)嚴密地聯系在一起,提高產品的機械強度,下降阻力,增加耐磨性并使產品能夠進行機械加工。
熱加工可分為以下幾種:
(1)固化
運用樹脂(酚醛、環氧樹脂、呋喃等)作為粘結劑應進行固化,固化可在熱成型或專用烘箱中進行。加熱溫度根據所選樹脂的種類而定,一般在200℃左右。為避免產品開裂,應適當操控固化溫度曲線。
(2)燒結
金屬石墨匣體的熱加工進程稱為燒結。在燒結進程中,因為溫度較高,金屬原子的振幅增大。經過粘性活動、蒸發冷凝、體積擴散、表面擴散、晶界擴散、塑性活動等作用,使觸摸面上更多的原子進入原子力規模,構成鍵合面,導致再結晶和晶粒長大。構成金屬網結構增加了燒結體的強度,下降了阻力。金屬石墨匣體的燒結歸于不熔融體系的固相燒結。在金屬石墨匣體中,因為金屬含量(30-90%)不同,燒結溫度也不同。金屬含量低的石墨sagar主要采用粘結劑焦化法粘結。金屬粉末不構成網狀結構,而是參與導電。
燒結的關鍵技術是:a)燒結的Z高溫度。一般金屬的熔點溫度為2/3-4/5,溫度指數a=0.67-0.8。過燒和欠燒都會影響產品質量。延伸高溫保溫時刻能夠適當下降燒結溫度,但時刻的影響不如溫度的影響大。B)是避免產品氧化,銅的抗氧化性會增加,燒結時應采納防護辦法。C)溫升速率,對于粘結劑含量高的產品,為避免燒結開裂,應操控溫升速率。
①氣體維護燒結
金屬石墨匣體在國際上已廣泛應用于維護氣氛燒結,中國粉末冶金職業也采用了該方法。
所運用的維護氣氛有:純氫氣、分解氨(氫氮混合氣)氣、烴類轉化氣(H2、CO混合氣)等。
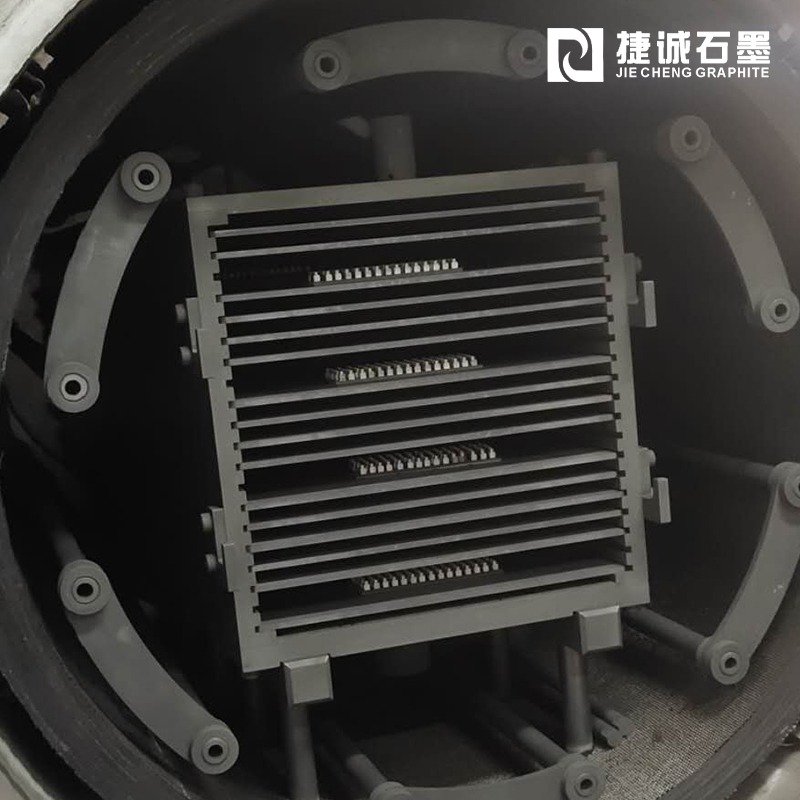
采用氣氛維護時,一般選用網帶式連續燒結爐。為了下降成本,在專用的密封燒結盒中進行燒結。燒結盒底部設有進風口,中心設有多孔隔板,產品放置于其上,盒頂部設有微壓排氣孔。當箱體內產生必定的壓力時,它自動打開開釋氣體。燒結盒尺度為900mm長;寬度400毫米;高度為800mm。氣體為純氫氣,加熱方法為電加熱。燒結后,產品具有金屬光澤,質量好,無氧化現象。



最新文章推薦