石墨電極分幾個成次?要注意些什么?
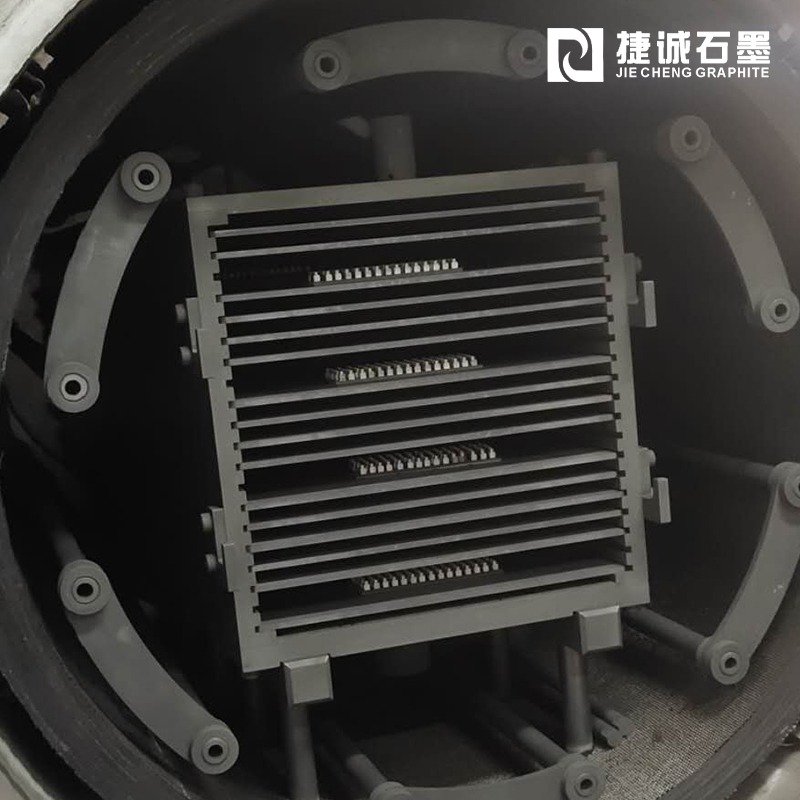
石墨電極,首要以石油焦、針狀焦為質料,煤瀝青作結合劑,經煅燒、配料、混捏、壓型、焙燒、石墨化、機加工而制成,是在電弧爐中以電弧方式釋放電能對爐料進行加熱熔化的導體,根據其質量指標高低,可分為一般功率、高功率和超高功率。
石墨電極的分類:
?
(1)一般功率石墨電極
答應運用電流密度低于 17A/厘米2的石墨電極,首要用于煉鋼、煉硅、煉黃磷等的一般功率電爐。
(2)抗氧化涂層石墨電極
外表涂覆一層抗氧化維護層(石墨電極抗氧化劑)的石墨電極。構成既能導電又耐高溫氧化的維護層,下降煉鋼時的電極耗費(19%~50%),延伸電極的運用壽命(22%~60%),下降電極的電能耗費。這項技能的 推行運用可以帶來這樣的經濟社會效應:
石墨電極單位耗費的較少,出產成本有必定的下降。例如某煉鋼廠,按全年未產生停產一級LF精粹爐每周35根石墨電極左右,精粹處理165爐的耗費量計算,選用石墨電極抗氧化技能后,每年可節約373根(153噸)電極,每年每噸超高功率電極16,900元人民幣計算,可節約258.57萬元人民幣。
石墨電極所耗電能的較少,節約的單位煉鋼電耗費量,節約了出產成本,節能!
由于石墨電極換次數較少,就較少了操作工人勞動量和風險系數,提高了出產功率。
石墨電極是低耗費和低污染產品,在節能減排環保提倡的今天,具有非常重要的社會意義。
這種技能在國內尚處于研討開發階段,也有些國內廠家也開端出產。在日本等發達國家有得到比較廣泛的應用。目前國內也呈現了專門進口這種抗氧化維護涂層的公司。
(3)高功率石墨電極
答應運用電流密度為18~25A/厘米2的石墨電極,首要用于煉鋼的高功率電弧爐。
(4)超高功率石墨電極
答應運用電流密度大于 25A/厘米 2的石墨電極。首要用于超高功率煉鋼電弧爐。
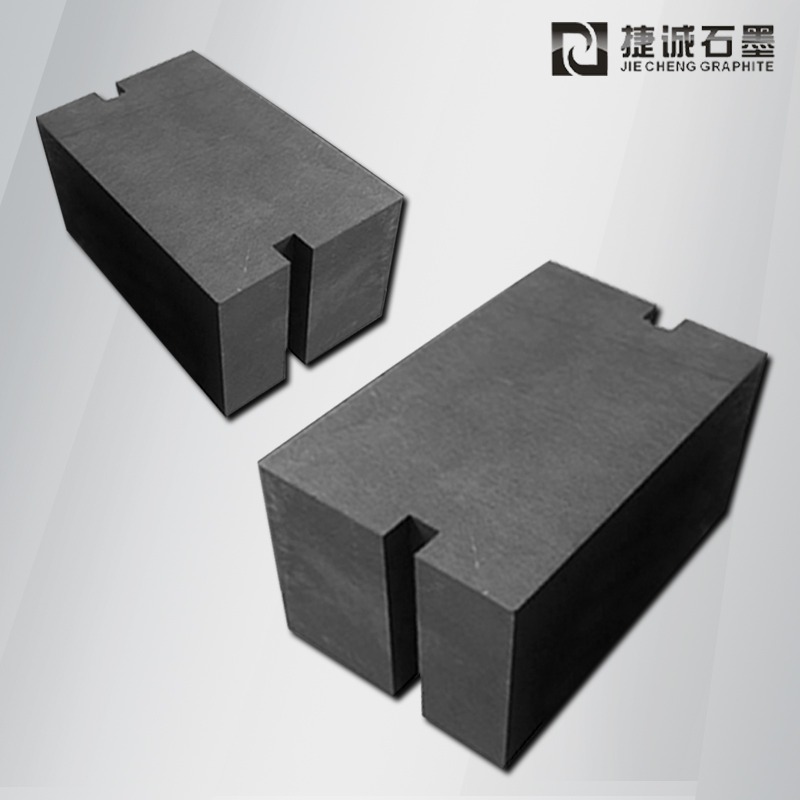
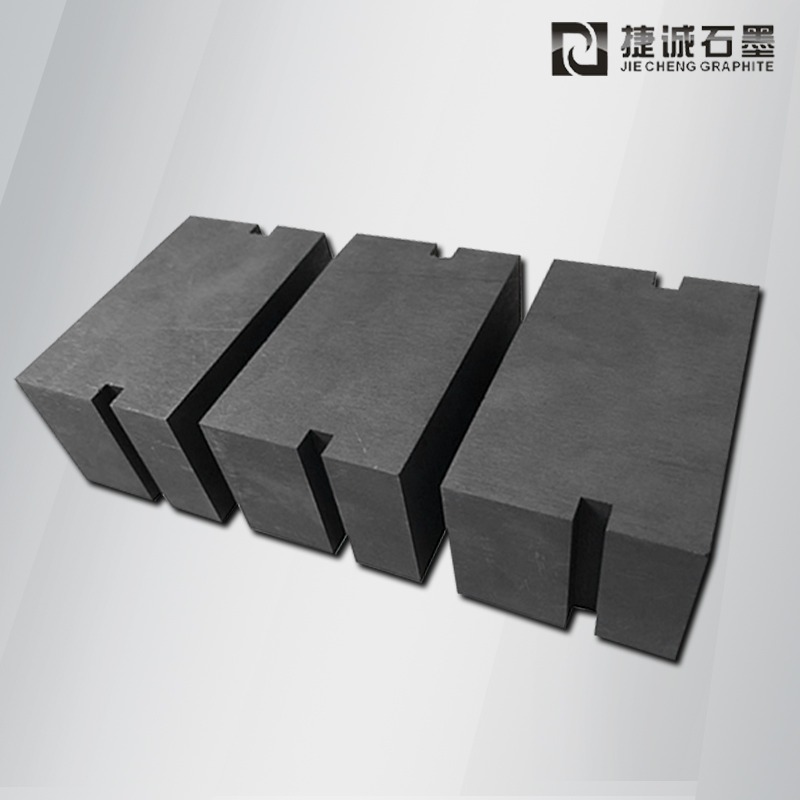
石墨具有以下銅無法比擬的優質特性:加工速度:高速銑粗加工較銅快3倍;高速銑精加工較銅快5倍
可加工性好,能實現復雜的幾何造型;重量輕,密度缺乏銅的1/4,電極容易夾持;可減少單個電極的數量,由于可綁縛做成組合電極;熱穩定性好,不變形無加工毛刺
運用石墨電極的注意事項:
1、受潮濕的石墨電極,運用前要烘干。
2、去除備用石墨電極孔上的泡沫塑料維護帽,檢查電極孔內螺紋是否完整。
3、用不含油和水的壓縮空氣整理備用石墨電極外表和孔內螺紋;避免用鋼絲團或金屬刷砂布整理。
4、將接頭小心地旋入備用石墨電極一端(不主張將接頭直接裝入爐上撤換下來的電極)的電極孔內,不得碰撞螺紋。
5、將電極吊具(主張選用石墨材質的吊具)擰入備用電極另一端的電極孔內。
6、起吊電極時,墊松軟物到備用電極裝接頭一端的下面,以避免地面碰損接頭;用吊鉤伸入吊具的吊環后吊起,吊運電極要平穩,避免電極由B端松脫或與其它的固定裝置碰撞。
7、將備用電極吊到待接電極上方,對準電極孔后漸漸落下;旋轉備用電極,使螺旋吊鉤與電極一同滾動下降;在兩支電極端面相距10-20mm時,再次用壓縮空氣整理電極兩個端面和接頭的裸露部分;在最后完全下放電極時,不行過猛,否則因猛烈碰撞,會導致電極孔和接頭的螺紋受損。
8、用力矩扳手擰備用電極,直到兩支電極的端面緊密觸摸停止(電極和接頭的正確連接夾縫小于0.05mm)。


最新文章推薦