石墨的原理運(yùn)用是什么?
公司主要供給碳電極、陰極和爐內(nèi)襯等產(chǎn)品及為電子半導(dǎo)體行業(yè)、汽車與機(jī)械行業(yè)、高溫行業(yè)、其他工業(yè)應(yīng)用領(lǐng)域(比方模具制作,有色金屬鍛煉等)供給石墨資料、制品與復(fù)合資料。
西格里特種石墨產(chǎn)品類別包括:等靜壓、揉捏和振蕩成型石墨(包括灰分含量小于5PPM的高純化石墨),碳碳復(fù)合資料,柔性石墨箔及石墨軟氈硬氈等。
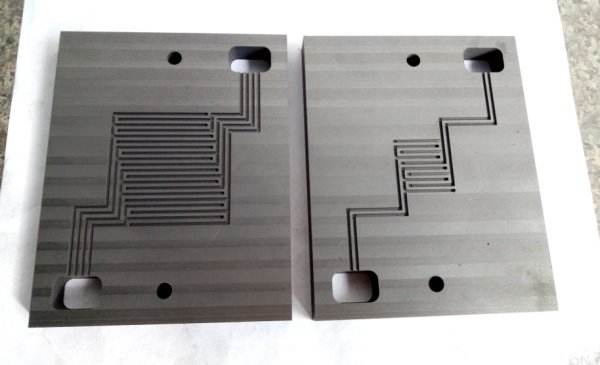
石墨晶體具有微觀高硬度和高磨蝕性,因而石墨表面晶體在切削載荷下對(duì)刀具表面的效果類似于硬質(zhì)磨料,對(duì)刀具表面發(fā)生嚴(yán)重的磨粒磨損。此外,高速銑削時(shí)石墨切屑構(gòu)成后沿前刀面流出時(shí)十分簡(jiǎn)單堆積并粘附在刀具表面上構(gòu)成石墨搬運(yùn)膜,因而石墨對(duì)刀具不僅具有磨蝕效果,石墨搬運(yùn)膜的構(gòu)成也對(duì)刀具表面具有潤滑效果。由于石墨具有潤滑性,使石墨對(duì)硬質(zhì)合金刀具的磨粒磨損與普通硬質(zhì)磨粒發(fā)生的磨料磨損并不相同。認(rèn)為刀具磨損是以下因素綜合效果的結(jié)果:
(1)Co相的磨粒磨損和化學(xué)磨損、及其導(dǎo)致WC/Co界面破碎;
(2)重復(fù)循環(huán)應(yīng)力導(dǎo)致WC/Co結(jié)構(gòu)缺陷;
(3)結(jié)構(gòu)損壞前的微破碎。在涂層硬質(zhì)合金刀具方面,認(rèn)為后刀面磨損是石墨高速銑削過程中刀具的主要磨損方式,因而TiN涂層并不能對(duì)刀具的使用壽命有任何的改善效果;根據(jù)國際標(biāo)準(zhǔn)Norm ISO 8688.2將TiAIN涂層硬質(zhì)合金銑刀(直徑郝mm)的后刀面磨損歸納為“后刀面均勻失效現(xiàn)象”。