石墨替代銅的理由有什么?
石墨資料是由石墨質碳組成的炭素資料,是當今工業資猜中開展最迅猛的資料之一,不但在傳統工業工業(冶金、化工,機械)中的運用數量增加,而且其使用己擴展到更廣泛的高新科技領域,例如:航天、航空、電子、電化學,通信、核工業、精細機械、生物工程和環境保護等領域。
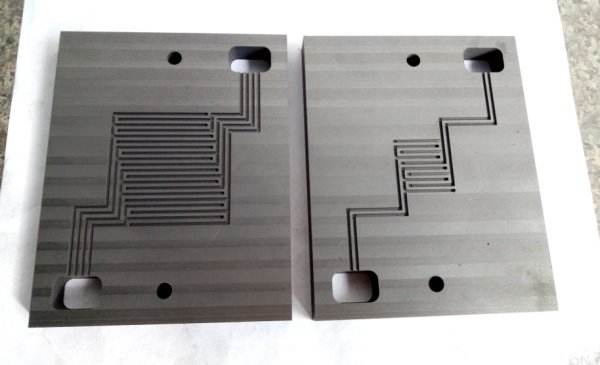
本文研討的石墨資料是電火花加工用的冷等靜壓成型各向同性高性能石墨電極資料(除特別指明外,凡本文研討的石墨資料均簡稱石墨),在國外使用十分廣泛,在美國95%以上的電火花加工用戶選用石墨作電極資料,在其它工業發達國家如日本和瑞士等國家,石墨在電火花加工用電極資猜中也占有首要位置。近年來,石墨作為電極資料在我國汽車、家電、通信和電子等職業制品的模具電火花加工制作領域中的使用日益廣泛。石墨的密度約為1.55一1.859/em3,僅為銅密度的1/5,一起石墨可粘接,因而可用于制作形狀雜亂的大型電極。與銅電極資料比較,石墨具有強度高、電極消耗小和熱變形小等長處,特別適合于制作加工帶有薄壁、翅片和微細孔等特別結構的雜亂型腔模具用的電極,石墨電極資料已逐步替代銅電極成為電火花加工用電極資料的干流
石墨的傳統加工方法有車、銑、磨和鋸等,但都只能完成形狀簡略、精度不高的電極加工。跟著石墨高速加工中心、刀具以及相關配套技能的快速開展和推廣使用,這些傳統加工方法已逐步被高速加工技能所替代。石墨高速加工中心的主軸轉速一般在10000至60000r/min之間,進給速度可達60m/rain,加工壁厚可小于O.2ram,最小圓角可小于O.2ram,外表加工質量和加工精度高,是現在完成石墨高效高精度加工的首要手法。跟著模具職業產品結構向大型化、精細化、雜亂化和高效化方向快速開展,帶有深槽、窄縫和微群孔等精細微細結構的模具的需求量隨之劇增,這對制作精細雜亂模具用的石墨電極的高速加工工藝技能也提出了巨大的需求和更高更新的要求。
石墨為典型的非均質脆性資料,高速銑削時產生的石墨切屑一般為顆粒狀微細粉塵,即便有強力的吸塵體系也十分容易散落、堆積和粘附在前后刀面及已加工外表上,與被加工石墨資料一同對切削刀具產生劇烈的沖突效果,因而石墨切削加工的刀具磨損和破損十分嚴峻。一般,由刀具磨損所產生的刀具本錢占總加工本錢的三分之一以上,一起也導致工件尺度精度和外表質量不易得到確保。石墨高速銑削加工過程中,因為下列原因,均可能對石墨工件形成切削沖擊,導致石墨電極邊角脆性崩碎:
(1)工件圓角或拐角處銑削方向的改變;
(2)機床加速度的突然變化:
(3)刀具切入和切出的方向和視點變化;
(4)斷續銑削加工的切削振蕩;
(5)刀具磨損和破損等。
現在,在我國石墨電極高速加工企業的實際生產過程中,關于工藝參數的挑選首要還是依賴于編程人員的現場實踐經驗。因為缺乏體系的石墨高速銑削工藝技能理論做指導,因而很難針對不同的加工方法、刀具資料、工件資料和形狀等特別要求對高速銑削工藝參數做出及時合理的挑選,這也是制約石墨電極進一步推廣與使用的關鍵因素之一。
因而,如何從基礎理論研討出發,探尋石墨加工刀具磨損機理和加工過程中工件的破碎機制,合理挑選高速銑削工藝,完成低本錢、高精度和高效率石墨加工,是現在石墨加工中急需解決的重要使用基礎研討問題。本文針對硬質合金微銑刀高速銑削石墨過程中呈現的刀具磨損嚴峻、石墨電極邊角崩碎、刀具及其幾許參數挑選缺乏理論指導等問題,采用沖突學、切削力學和資料學等理論,以及在線拍攝技能、資料微觀剖析技能和測試剖析技能,經過很多的正交切削實驗、高速銑削實驗和沖突磨損實驗,深入研討了石墨正交切削和高速銑削的切屑形成機理,提出了石墨切削機理模型,體系研討了石墨/硬質合金副的滑動沖突磨損和磨粒磨損行為,提醒了硬質合金刀具基體資料及涂層與石墨的沖突磨損機理,剖析研討了刀具資料、幾許視點、工藝參數等對外表加工質量、切削力和刀具磨損的影響,對石墨高速銑削工藝參數進行了優選,并在此基礎上完成了典型薄壁結構石墨電極的低本錢高精度高效率加工。這些研討對進步石墨電極高速銑削的加工技能水平具有重要意義,也將為我國模具制作業的開展帶來較大的推進效果和一定的經濟效益。