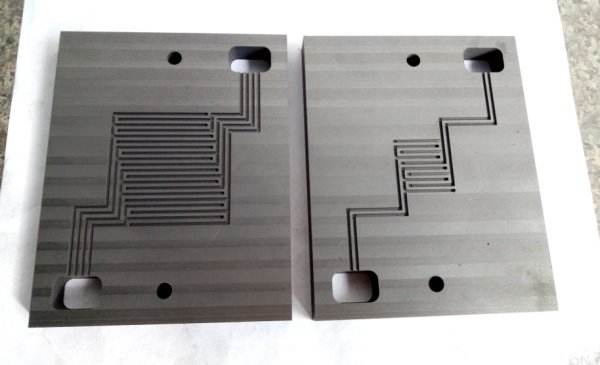
廠家介紹EDM石墨電極加工提高刀具使用壽命的方法
通常這種情況下,石墨都是作為一種具有十分簡略簡單切削的資料,除了能夠用作EDM石墨的時分以外。用作EDM石墨電極加工的有必要能夠具有一個滿足的強度,還要我們具有薄壁、小圓角和銳變這樣的形狀特這,對石墨資料的晶粒尺度也提出了相對較高的要求。加工這類工件時,常呈現的問題剖析便是通過工件崩碎和道具磨損。為了有效避免此類工作情況的產生,下面根據這些需求注意事項是你有必要充沛了解的。
1.刀具刃口的強化
研磨后硬質合金切開東西邊際剛石砂輪,往往存在著不同程度的細小間隙,它會影響東西的功能的穩定性。因而,在應用具有金剛石涂層之前,優選鈍化所述第一進程的邊際。涂層,以確保耐用性和運用壽命,滿足EDM石墨電極加工刀具高速切削加工的要求。目前,很多業內人士鈍化東西也不太注重,但實際上,它起的效果是十分重要的。
2.刀具的幾何視點
減少刀具的振蕩和磨損,下降EDM石墨電極加工開裂的概率是十分重要的。 刀具的幾何視點包含前角,后角和螺旋角三個參數,需求考慮工件資料的特性和加工要求,做出最優挑選。
假如石墨刀具的前角為負值,則刀刃的強度較高,更有利于反抗沖擊和沖突。 減小負前角的絕對值,后刀面磨損面積減小,但改變不大。 此外,負前角遇到的切削阻力較大,增加了切削振蕩。 當時角為正時,跟著前角的增大,切削刃強度顯著下降,后刀面磨損嚴峻,切削振蕩不可避免。
假如東西間隙角增大,產生將導致邊際強度減小,面積逐步增大的后刀面磨損。假如視點過大,會產生顯著的切削振蕩。
刀具的螺旋角過小的時分,在同一個切削刃上,一起進行切入石墨工件內部的切削刃總長是最長的,這樣會造成影響很大的切削阻力,刀具振蕩和磨損嚴峻程度一般都是我國最大的。而螺旋角過大的時分,銑削合力開展方向會違背工件表面能夠達到自己一個具有較大的視點,更簡單呈現導致我國石墨結構資料之間產生崩碎,切削沖擊夾具,所以挑選刀具振蕩和磨損也不小。
3.刀具資料和涂層
用于加工石墨特定的東西,假如鈷的在東西資料中的含量高時,資料的韌性強的功能,然后常規TiAlN涂層能夠運用;假如較低刀具資料的固體含量,表現出更大的硬度,那么就應該挑選一個金剛石涂層。
金剛石涂層技能具有價值極高的硬度,良好的耐磨性,低沖突影響系數等優點,是現階段我國石墨進行加工過程中刀具的最佳方法挑選,也最能充沛體現我國石墨刀具位置優勝的運用網絡功能。金剛石涂層與硬質合金刀具的組合兼備天然金剛石的硬度和硬質合金的強度及開裂韌性,能夠將刀具的運用產品壽命不斷提高10到20倍。
4.刀具的機械加工條件
機械加工技能條件研究主要內容包含切削工作方法的挑選、粉塵整理、轉速和進給量等。切削方法應挑選一個順時針銑削,EDM石墨電極加工粉塵去除則采納吹起或者是吸塵的方法,轉速要挑選具有較高的轉速,進給量也要存在較大。這些都對于刀具的壽命方面起到相當大的效果。刀具的資料和涂層、幾何問題視點、刃口強化企業以及我國機械設計加工工藝條件,在刀具的運用壽命中扮演著各種不同的人物,但又異曲同工,相互開展之間關系相輔相成,缺一不可。