

進(jìn)口石墨軸承 耐磨密封環(huán) 石墨軸套加工廠 干燥機(jī)石墨環(huán) 耐900度高溫密封圈

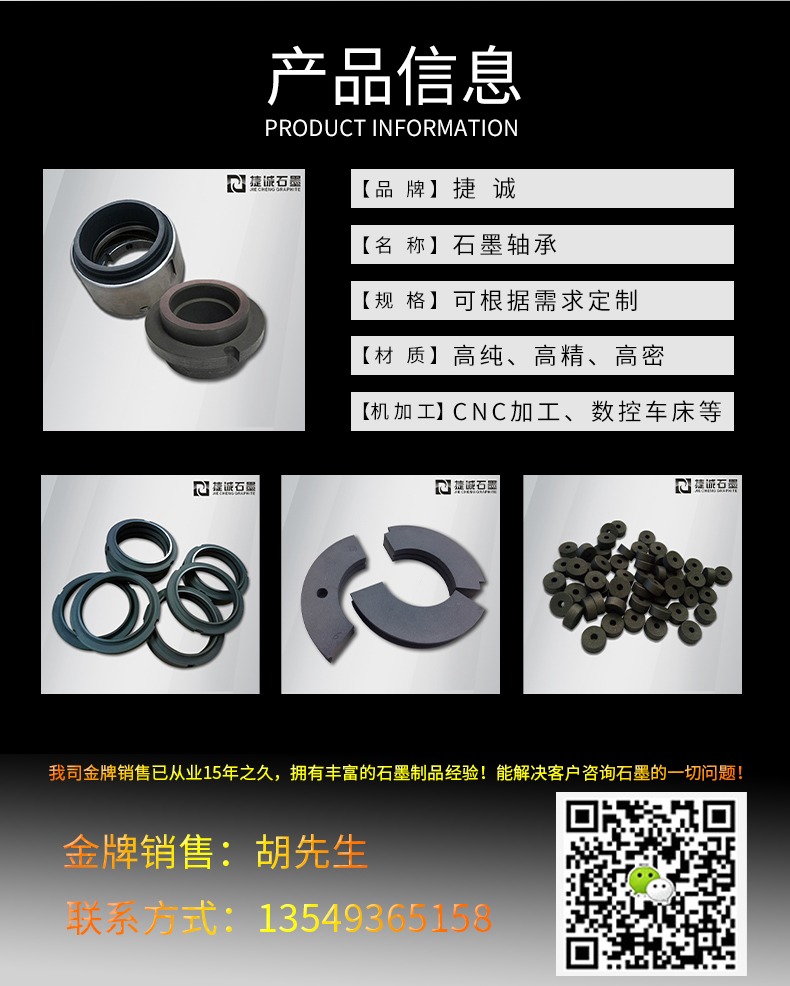
捷誠(chéng)石墨
13549365158
更多信息資訊掃描二維碼咨詢了解





-
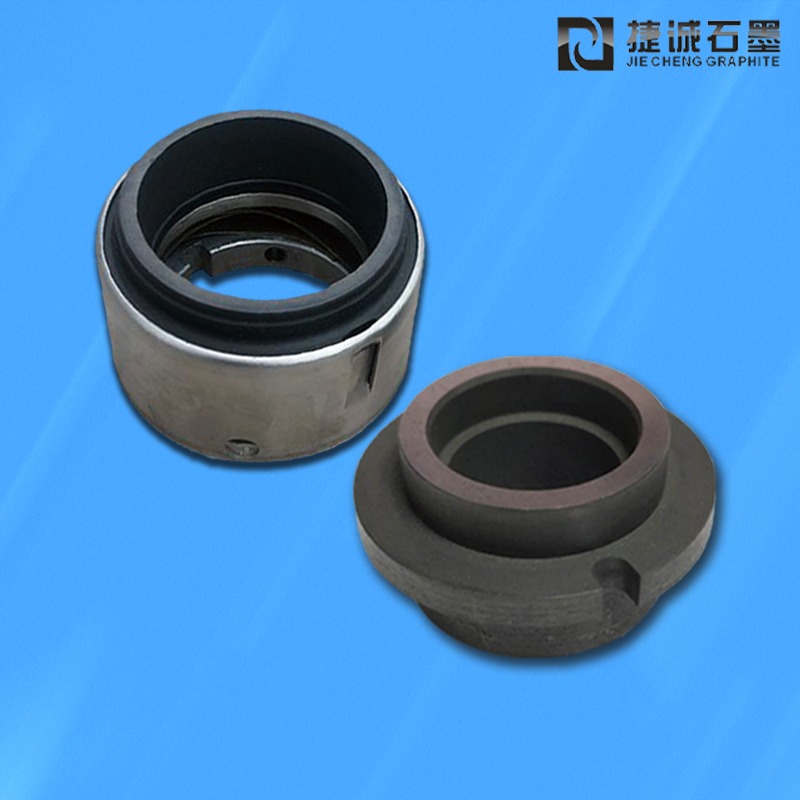
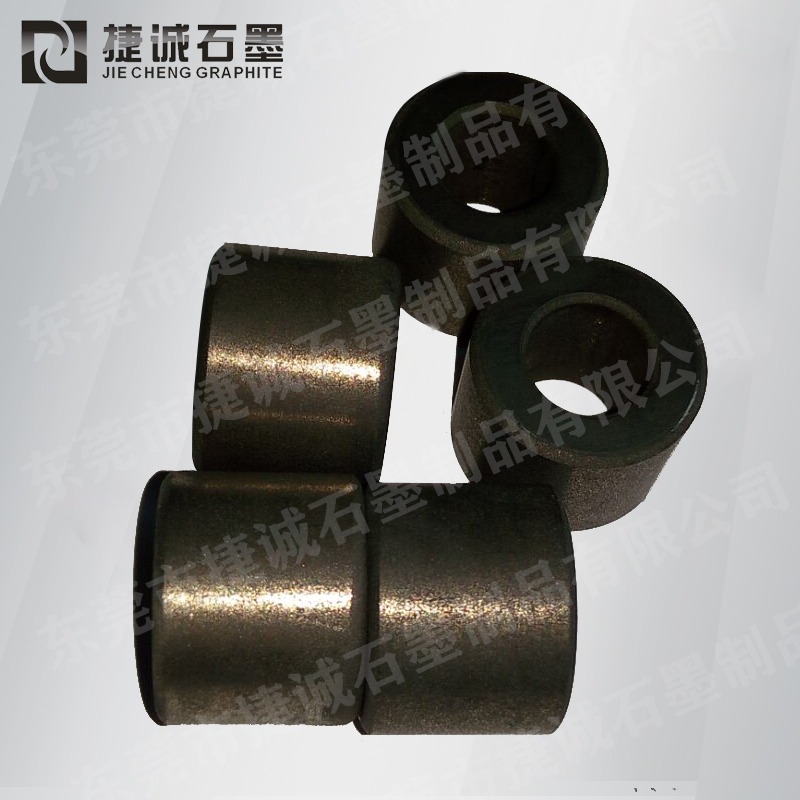 浸銅石墨軸承加工廠 高密度石墨密封環(huán)批發(fā) 進(jìn)口浸銻石墨軸承套 抗氧化石墨密封圈定制
浸銅石墨軸承加工廠 高密度石墨密封環(huán)批發(fā) 進(jìn)口浸銻石墨軸承套 抗氧化石墨密封圈定制 -
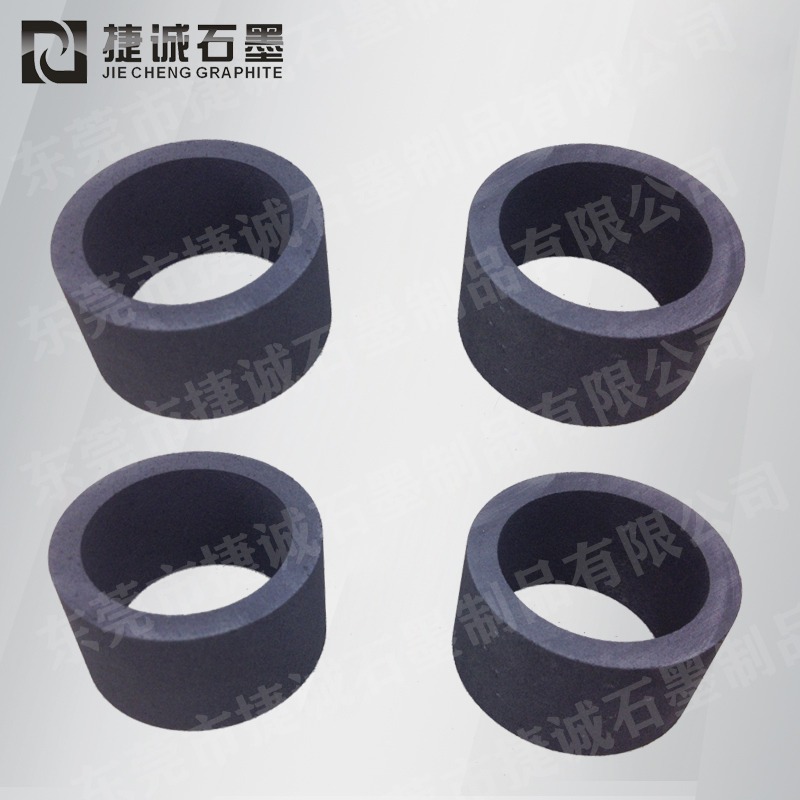 進(jìn)口無(wú)油石墨軸承批發(fā) 水泵石墨密封圈定制 浸銻石墨軸承套價(jià)格 旋轉(zhuǎn)接頭碳石墨密封環(huán)加工廠
進(jìn)口無(wú)油石墨軸承批發(fā) 水泵石墨密封圈定制 浸銻石墨軸承套價(jià)格 旋轉(zhuǎn)接頭碳石墨密封環(huán)加工廠 -
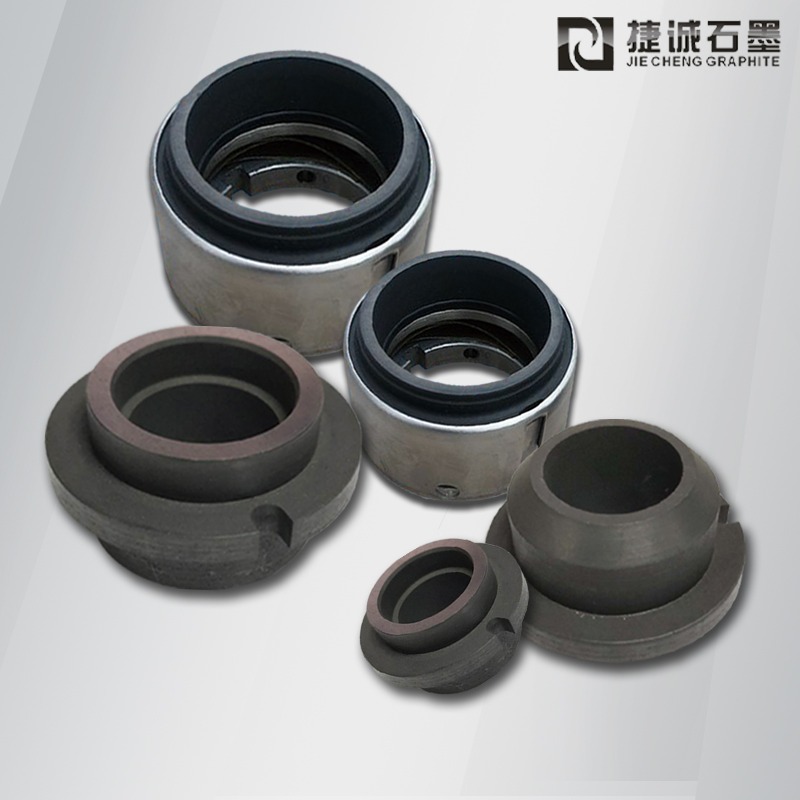
石墨潛水泵軸承定制 進(jìn)口磁力泵止推軸承 浸樹(shù)脂石墨密封軸套加工廠 抗氧化石墨軸承批發(fā)價(jià)格
-
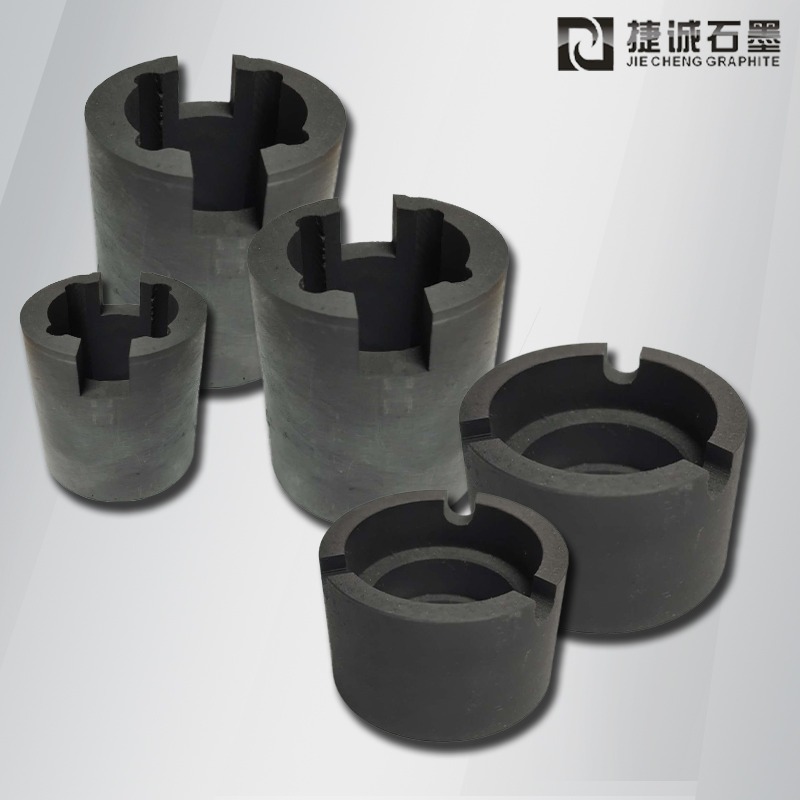 電動(dòng)水泵碳石墨軸承生產(chǎn)廠家 進(jìn)口屏蔽泵石墨軸承 高密度石墨軸承軸套 水泵石墨軸承規(guī)格型號(hào)
電動(dòng)水泵碳石墨軸承生產(chǎn)廠家 進(jìn)口屏蔽泵石墨軸承 高密度石墨軸承軸套 水泵石墨軸承規(guī)格型號(hào) -
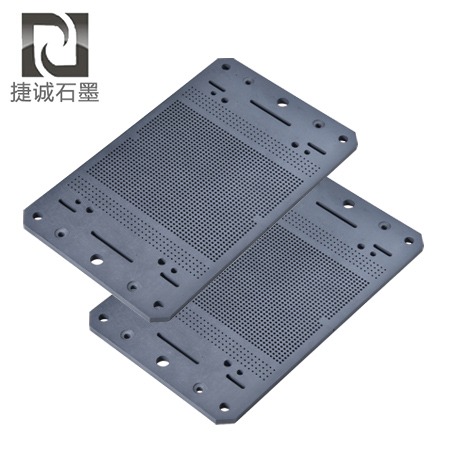
 浸漬呋喃樹(shù)石墨軸承加工廠 密封止推石墨軸承定制 進(jìn)口石墨軸套規(guī)格 耐1000度高溫密封圈 機(jī)械石墨密封環(huán)廠家
浸漬呋喃樹(shù)石墨軸承加工廠 密封止推石墨軸承定制 進(jìn)口石墨軸套規(guī)格 耐1000度高溫密封圈 機(jī)械石墨密封環(huán)廠家 -
 石墨自密封環(huán)廠家 浸樹(shù)脂石墨環(huán)定制 膨脹石墨密封環(huán)批發(fā) 耐高溫石墨軸承耐磨套
石墨自密封環(huán)廠家 浸樹(shù)脂石墨環(huán)定制 膨脹石墨密封環(huán)批發(fā) 耐高溫石墨軸承耐磨套 -
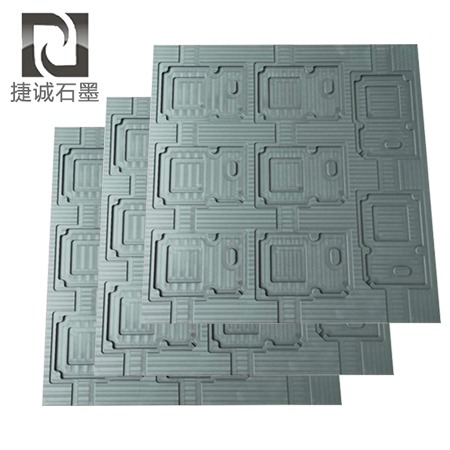
 磁力泵石墨軸承加工廠 精密石墨軸承批發(fā) 抗氧化石墨軸承套定制 電動(dòng)水泵碳石墨軸承價(jià)格
磁力泵石墨軸承加工廠 精密石墨軸承批發(fā) 抗氧化石墨軸承套定制 電動(dòng)水泵碳石墨軸承價(jià)格 -
 耐壓石墨軸承生產(chǎn)廠家 潛水泵石墨軸承批發(fā) 抗氧化石墨軸承密封件 自潤(rùn)滑鑲嵌石墨軸承價(jià)格
耐壓石墨軸承生產(chǎn)廠家 潛水泵石墨軸承批發(fā) 抗氧化石墨軸承密封件 自潤(rùn)滑鑲嵌石墨軸承價(jià)格 -
 高硬度石墨軸承加工廠 抗氧化石墨軸承定制 四氟浸銻導(dǎo)向止推石墨軸承價(jià)格 進(jìn)口石墨薄壁軸承
高硬度石墨軸承加工廠 抗氧化石墨軸承定制 四氟浸銻導(dǎo)向止推石墨軸承價(jià)格 進(jìn)口石墨薄壁軸承 -
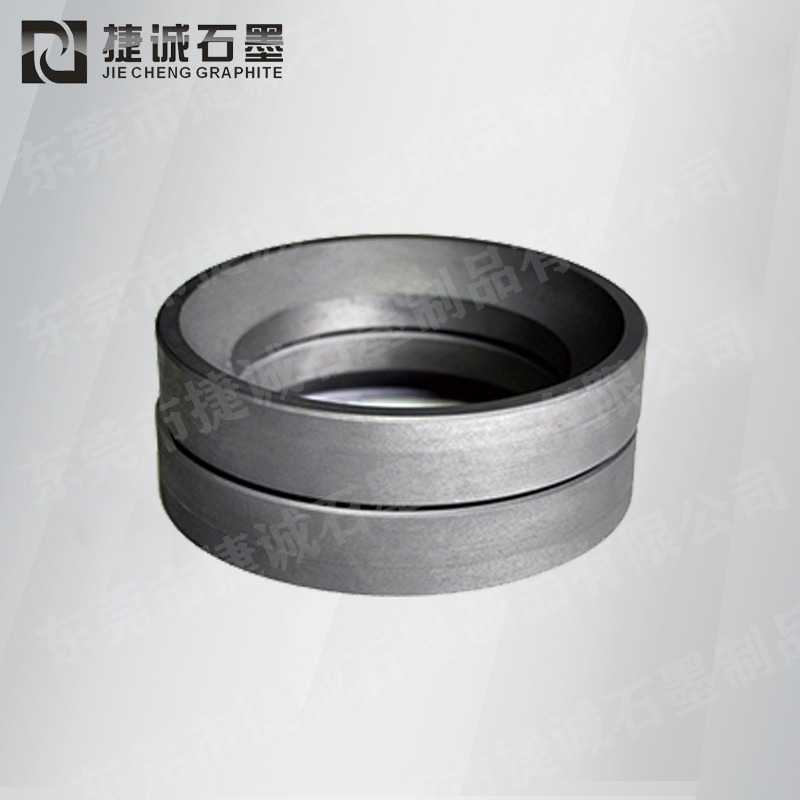
 浸樹(shù)脂石墨軸套批發(fā) 進(jìn)口耐酸堿石墨軸承 旋轉(zhuǎn)接頭碳石墨密封環(huán)加工廠 耐高溫碳石墨密封圈
浸樹(shù)脂石墨軸套批發(fā) 進(jìn)口耐酸堿石墨軸承 旋轉(zhuǎn)接頭碳石墨密封環(huán)加工廠 耐高溫碳石墨密封圈 -
 耐高溫石墨環(huán)批發(fā)廠家 石墨浸漬石墨耐磨軸承 機(jī)械密封石墨密封環(huán)定制 進(jìn)口400度耐高溫石墨密封圈
耐高溫石墨環(huán)批發(fā)廠家 石墨浸漬石墨耐磨軸承 機(jī)械密封石墨密封環(huán)定制 進(jìn)口400度耐高溫石墨密封圈
在機(jī)械加工行業(yè)中,液壓傳動(dòng)的應(yīng)用非常廣泛,比如各種半自動(dòng)液壓傳動(dòng)車床。這些機(jī)床在使用過(guò)程中,經(jīng)常出現(xiàn)沖擊、爬行等故障。在診斷和維修時(shí),無(wú)法在液壓控制元件(如各種泵和閥)上找到故障原因,導(dǎo)致維修工作陷入困境。而zui出現(xiàn)這種故障的原因往往在執(zhí)行機(jī)構(gòu),即油缸活塞的密封件磨損嚴(yán)重。這種現(xiàn)象在“O”形密封圈中尤為明顯。
例1:CB 3463-1程控六角轉(zhuǎn)塔半自動(dòng)車床在使用過(guò)程中,轉(zhuǎn)塔刀架進(jìn)給速度無(wú)法調(diào)整。截止閥2關(guān)閉后,仍然蠕動(dòng)向前沖,直到油缸底部才能停止,機(jī)床無(wú)法正常使用。
檢查和維護(hù):檢查所有液壓控制元件,特別是速度控制元件,沒(méi)有發(fā)現(xiàn)問(wèn)題。更換了一些速度控制閥,但故障仍未消除。拆開(kāi)油缸檢查后發(fā)現(xiàn),活塞O型密封圈磨損嚴(yán)重,導(dǎo)致油缸兩腔液壓油相互交叉。分析了原因。O型密封圈磨損后,有桿腔的氣缸與無(wú)桿腔的氣缸之間的間隙增大。當(dāng)調(diào)速閥3或截止閥2關(guān)閉時(shí),相當(dāng)于切斷了有桿腔油缸的回油回路。
理論上講,當(dāng)壓力油進(jìn)入油缸的無(wú)桿腔時(shí),在活塞上形成一個(gè)推力F,使活塞向無(wú)桿腔運(yùn)動(dòng)。由于油缸無(wú)桿腔內(nèi)回油被切斷,腔內(nèi)的油迅速形成背壓,使活塞兩端受力平衡,靜止不動(dòng)。此時(shí)F has =F has nothing,而無(wú)桿油的壓力隨活塞面積變化,即P has > P has nothing。實(shí)際中,由于油缸兩腔之間的間隙,油缸腔中的壓力油往往會(huì)從高壓區(qū)流向低壓區(qū)。一旦出現(xiàn)流動(dòng),空腔中的壓力P降低,但壓力P不增加。作用在活塞兩端的推力F不> F,活塞失去平衡,向桿腔移動(dòng),尋找新的平衡點(diǎn)。這樣,活塞來(lái)回運(yùn)動(dòng),直到受到外力而停止。上述現(xiàn)象給機(jī)床的維修帶來(lái)了很大的影響。更換油缸活塞的O型密封圈后,機(jī)床故障排除,運(yùn)轉(zhuǎn)恢復(fù)正常。
例2:在某CE7120液壓仿形車床上,切削時(shí)仿形刀架向下轉(zhuǎn)到縱向進(jìn)給時(shí),刀具被沖壓,造成頻繁切削和廢功,機(jī)床無(wú)法正常工作。
檢查維護(hù):檢查所有液壓控制元件無(wú)故障,維護(hù)工作將進(jìn)入一段時(shí)間的盲區(qū)。拆開(kāi)刀架縱向油缸,發(fā)現(xiàn)活塞油封的O型密封圈外圓已磨平,還發(fā)現(xiàn)活塞外圓尺寸不符合要求(機(jī)床制造原因),直徑方向小于標(biāo)準(zhǔn)尺寸0.8mm,活塞與油缸體之間有較大間隙,導(dǎo)致縱向油缸兩腔之間漏油。維修時(shí)更換了合格的活塞和“O”型密封圈,排除了機(jī)床的沖刀故障。
分析原因是在仿形刀架的刀具導(dǎo)軌就位的瞬間,刀架整體受到?jīng)_擊力F’。力分解后,一個(gè)水平推力F'1作用在縱向油缸的活塞桿上。同時(shí)電磁閥34E1-25B工作,縱向油缸有一個(gè)與壓力油相連的桿腔,沒(méi)有與調(diào)速閥回油回路相連的桿腔。帶桿腔活塞的力F由兩部分完成,一部分是F'1,另一部分是F1 = A1。正常情況下,活塞在力f的作用下開(kāi)始向無(wú)桿腔運(yùn)動(dòng),由于液壓油的不可壓縮性,無(wú)桿腔內(nèi)的液壓油壓力急劇上升對(duì)活塞形成背壓,活塞的力平衡按照調(diào)速閥設(shè)定的速度平穩(wěn)運(yùn)動(dòng)。此時(shí),由于%F'1的作用,縱向缸腔內(nèi)的壓力P2將大于P1。實(shí)際上,油缸的兩個(gè)腔由于間隙而導(dǎo)通。當(dāng)P2>P1時(shí),液壓油傾向于從高壓區(qū)的無(wú)桿腔流向低壓區(qū)的無(wú)桿腔。一旦發(fā)生流動(dòng),P2減小,P1增大,F(xiàn)1增大,活塞受力失去平衡,活塞帶動(dòng)刀架快速向無(wú)桿腔移動(dòng)。但瞬間過(guò)后,由于仿形刀架向下運(yùn)動(dòng)的結(jié)束,作用在縱向油缸活塞上的水平推力F'1自動(dòng)消失,活塞的快速運(yùn)動(dòng)結(jié)束,刀架平穩(wěn)移動(dòng),沖刀現(xiàn)象結(jié)束